
最新资讯

仪器仪表压合简单介绍
2014-6-4 来源:正航仪器 作者:正航网络 阅读:次
压合是利用被联接零件联接配合面的过盈将零件固紧在一起的联接,又称过盈联接。过盈配合时,零件材料产生弹性变形而在配合面上产生正压力,形成摩擦力将零件联接成广体。压合联接要求联接面的制造精度较高,故通常用于圆形断面零件的联接。仪器仪表中采用的压合联接,分为光面压合联接和波花压合联接两类。
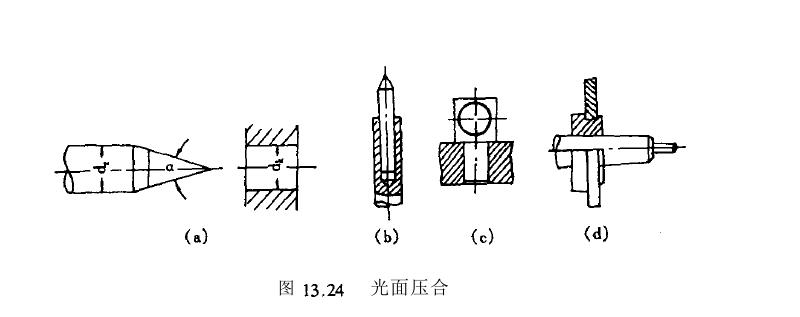
一、光面压合联接
联接零件的压合结合面为光滑圆柱形表面。零件在压合前,轴的直径稍大于ZL的直径,两者之差值将直接影响联接的强度。光面压合联接的压入方法有;1)常温下压入(过盈星不大);2)加热包容件(孔);3)冷却被包容件(轴;4)加热包容件,同时冷却被包容似过盈量很大入仪器仪表中的压合联接,常采用常温下压入的方法。为使零件易于压人和防止结合面的擦伤,一般在被包容件上作出。过盈越大,联接强度越高,但对中精度越低。光面压合是一种可达到很高对中精度的联接方法,零件联接的精度主要取决于轴和
二、滚花压合联接
若联接面的尺寸较小时(指轴的直径),光面压合的压合面制造十分困难,成本也较高,故一般采用滚花压合联接。滚花压合联接是指在被联接零件之一的联接面上滚有花纹的压合联接。考虑到滚花的工艺性,一般将花纹均液压在轴类零件上。轴上滚压花纹后,花纹顶圆直径将大于轴的原始直径,形成过盈联接。滚花压合后不能承受轴向力。图13.25所示为滚花压合联接的几个实例。
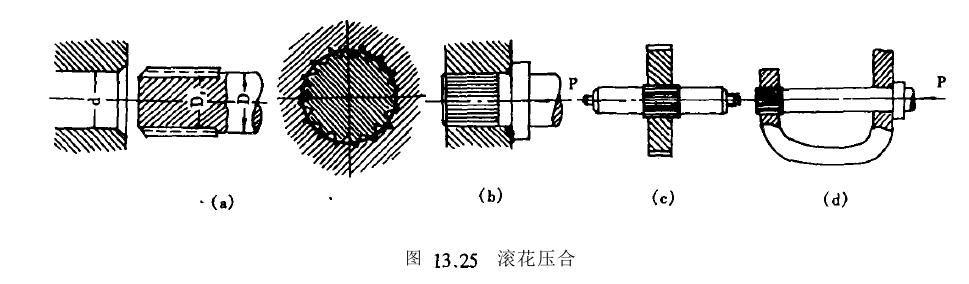
与光面压合比较,滚花压合联接的同轴度较低。若需要提高被联接件的同轴度,可在压合后进行精加工。若要保证被联接件有准确的轴向位置,则可利用轴肩来实现(图13.25(b))。为保证轴肩与ZL端面紧密贴合,滚花部分应离开轴肩一些距离(图13.25)。http://www.zhushanzz.com
上一篇:
铆接结构设计特点
下一篇:
正航常用的键联接有3种
 粤公网安备 44190002001229号
粤公网安备 44190002001229号